餐厨垃圾无害化处理设备采用好氧微生物有氧发酵原理,使微生物利用餐厨垃圾有机质、残留蛋白等,在一定温度、湿度和充足氧气环境状态下,快速繁殖。繁殖过程中,它们消耗餐厨垃圾的有机质、蛋白和氧气,代谢产生氨气、CO2和水蒸气。同时释放大量的热量,使罐内温度升高。在45℃~70℃进一步促进微生物生长代谢,同时60℃以上的温度可杀灭餐厨垃圾中的有害细菌和病原体、寄生虫卵等有害物质,同时平衡有益菌存活的温度、湿度和PH值,满足有益菌生存条件,随着餐厨垃圾的加入,罐内微生物循环持续繁殖,从而实现对餐厨垃圾的无害化处理。处理过的熟料可以直接作为肥料使用也可以作为原料生产复合有机肥,彻底解决餐厨垃圾对环境的污染问题,确保餐厨垃圾处理行业规模化、绿色可持续发展。
性能特点
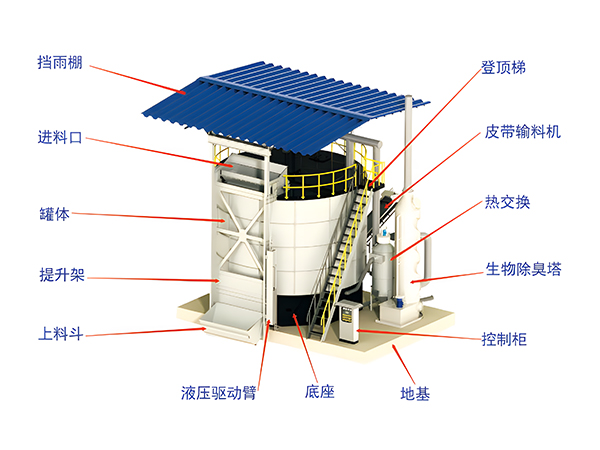
A.密封上料:餐厨垃圾由密闭式输送设备到餐厨垃圾处理中心后,保证设备进料过程中餐厨垃圾不落地、不与空气接触造成空气污染,保证无臭味;
B.罐体封闭:罐体采用全封闭式,发酵过程不受自然环境温度、湿度的影响,使有机肥生产达到工业化生产标准,防止发酵产生的废气外泄,消除二次污染:
C.隔热处理:罐体内部采用高性能保温材料,受外界影响小,确保一年四季发酵;
D.热交装置:热交换装置可以充分利用罐体内部自然产生的高温气体,对吸入空气进行初步加热升温,提高了能源利用率,保证发酵效果,降低设备的耗电量,实现节能降耗的目的;
E.液压驱动:采用液压驱动,推力大,可以保证罐体内腐熟物满载负荷运行,确保运行安全可靠,维修成本低;传动功率大,低速、平稳,有过载保护能力,传动布置灵活:
F.通风泵:高压涡流气泵充分供应发酵罐内发酵过程所需氧气;
G.出料机:输料带将发酵罐内已发酵完成的有机肥排出发酵罐;
H.排料输送带:可将发酵罐排出器排出的有机肥,输送至仓库及运输车辆。
I.电气控制:采用PLC芯片自动与手动相结合控制系统,方便操作控制,一定程度节约人工成本:
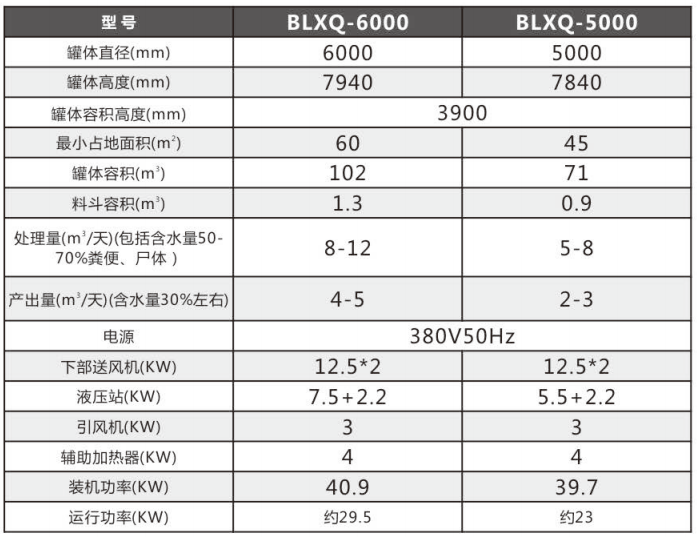
产品参数